
1 Översikt
Den kokskemiska industrin är en viktig del av stålindustrin. Koks kan användas som bränsle för masugnssmältning, gjutning, smältning av icke-järnmetaller och produktion av vattengas. Den kan användas för att tillverka ugnsgas för produktion av syntetisk ammoniak, och kan också användas för att göra kalciumkarbid för att erhålla råvaror för organisk syntesindustri.
Det distribuerade styrsystemet UW500 är en ny generation av distribuerat styrsystem som utvecklats gemensamt av Hangzhou Youwen och National Engineering Research Center for Industrial Automation vid Zhejiang University. Det är en ny generation av distribuerat styrsystem som lanseras genom kontinuerlig analys och sammanfattning, utveckling och innovation, testförbättring och bedömning. Den har många fördelar som hög tillförlitlighet, öppet system, kraftfulla funktioner och enkelt underhåll. Det kan ge effektiv och högkvalitativ övervakning för fokuserad produktion, förbättra stabiliteten och samordningen av kontroll, minska produktionen av färdiga produkter, förbättra produktkvaliteten och förbättra produktmarknadens konkurrenskraft. .
2. Processintroduktion
Den översta delen av den moderna koksugnskroppen är ugnstaket. Under ugnstaket är förbränningskammaren och förkolningskammaren anordnade växelvis. Den nedre delen av ugnskroppen har regeneratorn och rampområdet som förbinder regeneratorn och förbränningskammaren. I koksproduktionsprocessen lossas kolmaterialen från koltornet till kolbilarna och skickas till varje förkolningskammare för lastning. Sedan förvärms en viss mängd gas och en lämplig andel luft i regeneratorn och skickas sedan till förbränningskammaren för blandad förbränning. I karboniseringskammaren överför förbränningskamrarna på båda sidor värme genom kiseldioxidtegelväggarna för att utföra envägsvärmetillförsel och karbonisering. Kolet i förkolningskammaren producerar en stor mängd avfallsgas under förkolningsprocessen, och avfallsgasen strömmar genom gasuppsamlingsröret till återvinningsoperationsområdet för rening och återanvändning. Hela kokscykeln är i allmänhet 18,5 timmar ~ 23 timmar, och sedan trycks koksen ut av en kokstryckare, och torrsläckning utförs med inert gas. I koksproduktionsprocessen är kokskvalitet och koksugnsavgasåtervinningseffektivitet de viktigaste ekonomiska indikatorerna för koksproduktion. Påverkande faktorer som koksugnstemperatur, gasuppsamlingsrörtryck, vattensläckning/torrhärdning med låg fukthalt, etc. är viktiga kontrollobjekt i produktionsprocessen och är nyckelfaktorer för att säkerställa en smidig utveckling av koksproduktionen.
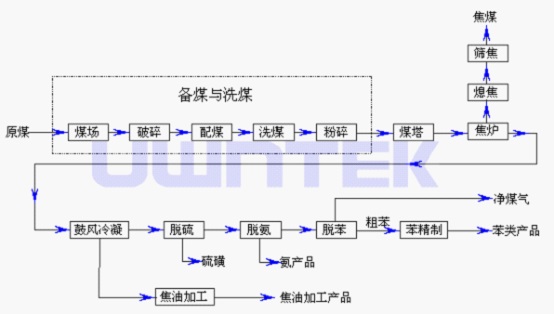
Figur 1 Flödesschema för koksningsprocessen
3. Styrstrategi
Den övergripande kontrollplanen för koksproduktion är huvudsakligen uppdelad i:
1. Sekventiellt kontrollsystem
Det inkluderar huvudsakligen sekvenskontrollsystem såsom koksugnsvändning, kolberedning, (kolblandning) kokssilning, torrkokshärdning (våtkokshärdning), etc., för att realisera funktionerna för sekventiell start och stopp, sekvenskontroll och förreglingsskydd av utrustningen.
2. Förreglingssystem
Det inkluderar huvudsakligen operationssammankopplingen av fläkten och den elektriska tjäruppsamlaren (elektrisk tjäruppsamlare), sammankopplingen av tre eller fyra koksugnsbilar (vissa koksugnar har dammuppsamlare) och driftkedjan för fläkt/oljepump och elektrisk tjäruppsamlare. , etc.
3. Förregling av fordon
Genom ugnsnummeridentifieringsanordningen, datainsamlingsanordningen, trådlös dataöverföringsanordning etc. installerad på koksskjutningsbilen, koksblockeringsbilen och kokssläckningsbilen, samlas automatiskt in positionsidentifiering och arbetsstatus för varje fordon, och genom databehandling och tvåvägsöverföring av data, slutför informationsöverföringen och utbytet mellan fordon och realiserar förreglings- och driftshanteringsfunktionerna för koksskjutande bil, koksblockerande bil och kokssläckningsbil.
Fläktspärr
Den huvudsakliga styrutrustningen för koksugnsgassystemet är fläkten. Överspänningskontrollen av centrifugalfläkten styrs av den lilla manuella gascirkulationsventilen (vanligtvis inte införd i systemet). Sugningen av gashuvudröret realiseras av den stora gascirkulationen eller hastighetskontrollen av fläkten; kontrollobjekten är huvudsakligen ¸-formade rör bakre vridspjällsventil, främre vridspjällsventil, fläktinverterare eller hydraulisk koppling. Styrsystemet implementerar huvudsakligen övervakning och interlocking och interlocking registrering av fläktsystemet.
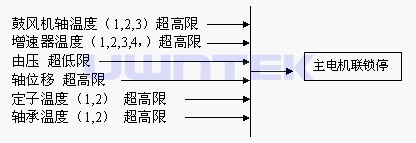
Figur 2 Diagram för fläktspärr
4. Oljepumpsförregling
När oljetrycket är lågt aktiveras oljepumpens spärrskydd automatiskt.
5. Elektrisk spärrlåda förregling

Figur 3 Förreglingsdiagram för elektrisk fångstlåda
3.Analogt styrsystem
Det inkluderar huvudsakligen gasuppsamlingsrörets tryckkontrollsystem, koksugnsvärmesystem (inklusive tryckreglering av underrör, huvudgasflödeskontroll, etc.), nivåkontroll av gas-vätskeavskiljare, etc.
Uppsamlingsrörets tryckkontroll
Koksugnsgasuppsamlingsrörets tryckkontroll är en av nycklarna till koksugnskontroll. Användningen av avancerade kontrollmetoder för att uppnå en långsiktig stabil kontroll av koksugnsgasrörets tryck är av stor betydelse för att förbättra miljön, öka mängden och kvaliteten på gasåtervinningen och produktionen och kvaliteten på koksugnshjälpprodukter.
Separat rökgastryckskontroll
Syftet med separat rökgastryckreglering är att säkerställa stabil sugning av rökkanalen och uppnå en rimlig luftöverskottskoefficient, och därigenom minska värmeförlusten och förbättra den termiska effektiviteten. Justerar automatiskt öppningen av rökgasspjället efter förändringar i rökgastrycket för att stabilisera rökgastrycket. Förbränningsstyrsystemet använder uppvärmningsgasvolymen som en feedforward-parameter för att justera rökgassuget, med tanke på att syrehalten i avgaserna påverkas av många faktorer.
Huvudgasflödeskontroll
Styrningen av värmesystemet använder en frammatningskontroll kombinerad med korrigering av koksugnstemperaturens automatiska hanteringsalgoritm. Huvudfaktorerna som påverkar koksugnsuppvärmningen, såsom egenskaperna hos uppvärmningsgasen, egenskaperna hos det blandade kolet och koksugnens funktion, är inbyggda i flödeskontrollmodulen. Värmestyrningen använder en kombinerad framåt-feedback-metod, som justerar värmegasflödet enligt den uppmätta brandkanalens temperaturåterkoppling; frammatningen justerar sugeffekten på underröret efter förändringarna i gasflödet.
Eftersom den fuzzy styrenheten i flera lägen för brandkanaltemperaturen innehåller huvudparametrarna som påverkar värmestabiliteten hos koksugnen, kan styrläget baserat på detta korrekt återspegla koksugnens uppvärmningsbehov och har en stark genomförbarhet. Dessutom kan detta läge också reagera aktivt på koksugnens driftstatus, integrera flamjustering och driftstyrning.
Dessutom, för hela produktionsprocessen, särskilt tändningssteget, utnyttjade vi fullt ut fördelarna med DCS-informationsdelning, historiska dataförfrågningar och enkla anpassade styralgoritmförberedelser för att kompilera styrprogram baserat på de specifika processförhållandena på plats. Det förbättrar inte bara kontrollnivån, utan stabiliserar och förbättrar också produktkvaliteten.
4. Reglerteknik
Som ett kontrollobjekt med stark koppling, stark interferens och allvarlig icke-linjäritet har koksugnsgaskollektortrycksystemet alltid varit en svår kontrollpunkt vid koksproduktion. Genom år av erfarenhetsackumulering och omdirigerad teknisk forskning har Zhejiang University Youwen utvecklat en unik lösning för reglering av trycket för koksugnen för gasuppsamlingsröret förbättrar inte bara effektivt gasuppsamlingsrörets tryckjusteringsnoggrannhet, utan säkerställer också en säker och tillförlitlig drift av systemet.
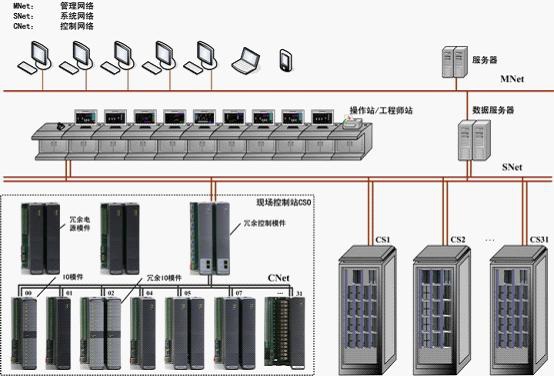
Figur 4 Systemstrukturdiagram
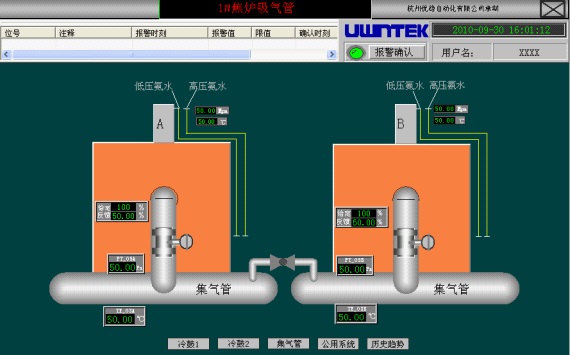
Figur 5 Luftuppsamlingsrör
5. Sammanfattning
UW500 distribuerat styrsystem - redundant design antar dubbel redundans, noll kopplingstid, vilket säkerställer kontinuerlig styrbarhet; Systemet har inbyggd in- och utomröstning, självtest och felrapporteringsmekanismer, ingen användarprogrammering krävs, och det kan implementeras automatiskt så länge som konfigurationen är konfigurerad Redundant design. Mycket tillförlitliga I/O-moduler: punkt-till-punkt-isolering, punkt-till-punkt-strömfördelning och online-punkt-till-punkt-ersättning. Det distribuerade styrsystemet UW500 kombinerar fördelarna med hög tillförlitlighet, enkelt underhåll, flexibel konfiguration och kraftfulla funktioner.
Efter att ha använt det distribuerade styrsystemet UW500 i koksproduktion, kan arbetsintensiteten för arbetare förbättras avsevärt och nivån på produktionsautomatisering kan realiseras. DCS:s kraftfulla distribuerade kontrollfunktioner används för att koordinera driften av instrument på plats. Produktion och kvalitet har förbättrats avsevärt. Den unika förreglingskontrollen av DCS har också förbättrat säkerheten vid koksproduktion. Stabiliteten hos det distribuerade styrsystemet UW500 gör också produktionsprocessen säker och pålitlig.










